以下是我们上传的海口 本地 友发镀锌方管按需定制实拍视频,您可以点击观看。
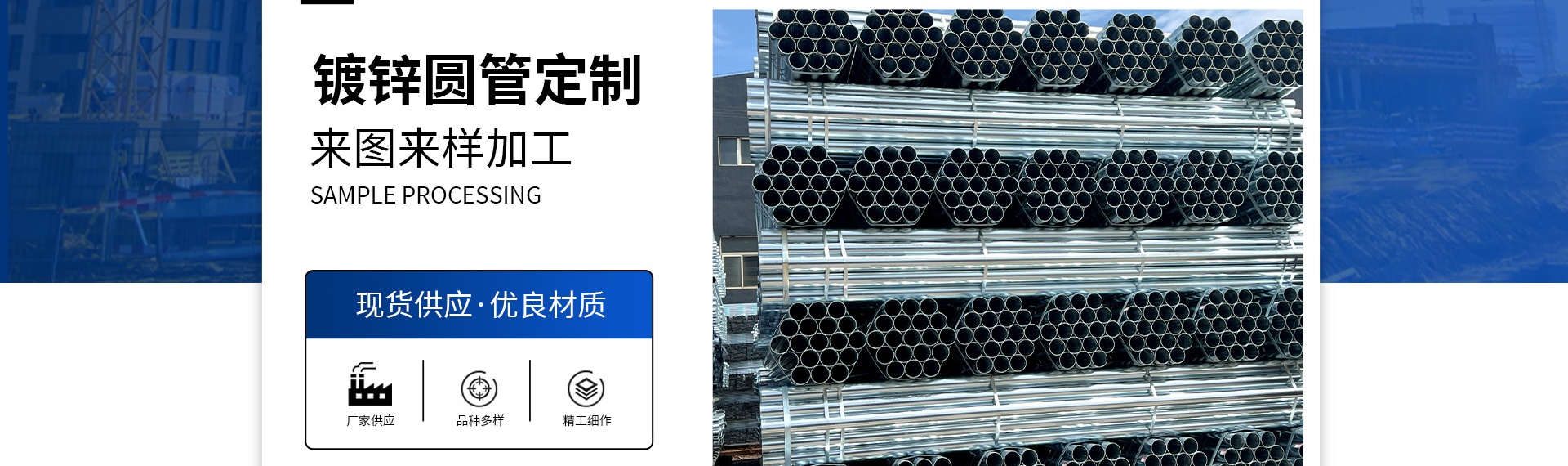
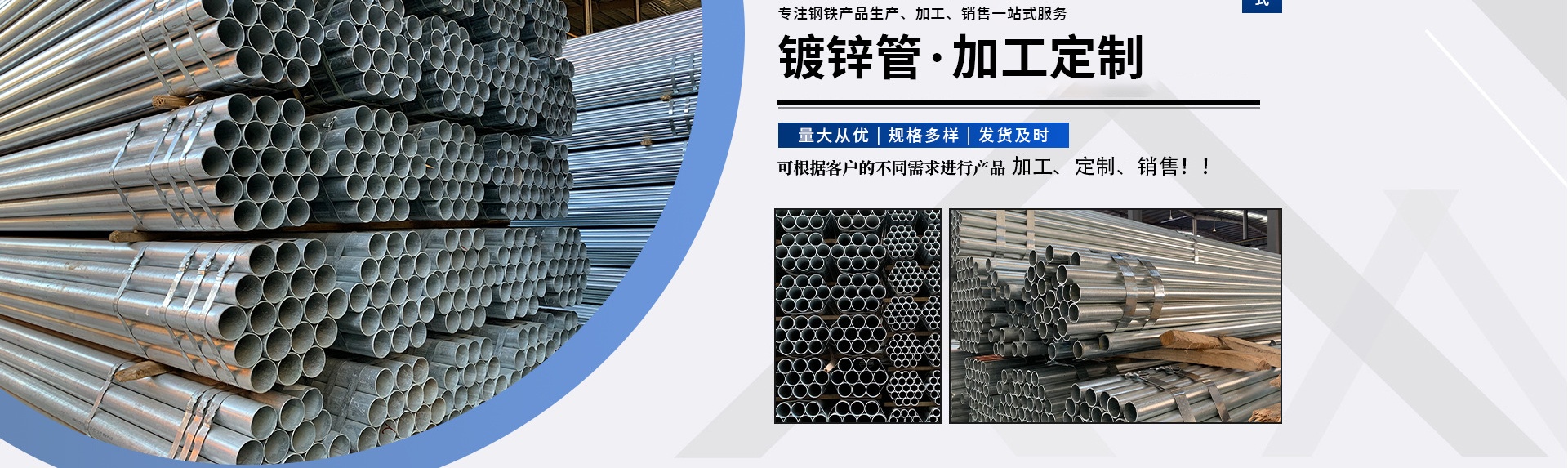
以下是:海口 本地 友发镀锌方管按需定制的图文介绍


无缝管的生产方法主要包括热轧、海口冷轧、海口本地冷拔和挤压等几种。热轧无缝管热轧无缝钢管一般在自动轧管机组上生产。首先,实心管坯经过检查并清除表面缺陷后,截成所需长度,并在穿孔端端面上定心。然后,管坯被送往加热炉加热,在穿孔机上穿孔。在穿孔过程中,管坯不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称为毛管。毛管再送至自动轧管机上继续轧制,经均整机均整壁厚,经定径机定径,达到规格要求。热轧无缝钢管的交货状态一般是热轧状态或热处理后交货。冷轧无缝钢管冷轧无缝钢管通常在二辊式轧机上进行。钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷轧无缝钢管的生产流程比热轧要复杂,需要经过多道工序,包括管坯准备、海口附近酸洗润滑、海口当地冷轧、海口热处理、海口同城矫直、海口本地精整和检验等。冷轧无缝钢管的尺寸精度较高,表面质量也较好。冷拔无缝钢管冷拔无缝钢管通常在单链式或双链式冷拔机上进行。冷拔过程中,钢管通过模具逐步减小直径和壁厚,以达到所需的尺寸和精度。冷拔无缝管的尺寸精度和表面质量都很高,适用于制造精密机械零件和液压设备等。挤压无缝管挤压无缝钢管是将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。这种方法可以生产直径较小的钢管,且尺寸精度较高。



无缝管生产法是用穿孔等方法生产无缝钢管或其他金属管和合金管的工艺过程。该过程一般包括加热、海口本地穿孔、海口轧管、海口均整、海口定径、海口减径和精整等工序。穿孔是其主要工序,常用的穿孔机是二辊斜轧穿孔机。它由两个相对于轧制线倾斜布置的主动鼓形轧辊、海口本地两个固定不动的导板和一个位于中间的、海口附近轴向固定的随动顶头,构成一个环形封闭孔形。加热后的管坯在两个同向旋转的轧辊作用下,一面旋转,一面前进,逐步进入变形区。在变形区内,由于轧辊的作用具有载荷集中的性质,在管坯的中心产生复杂的拉压组合的应力状态,切应力使金属产生滑移和微裂纹,拉应力使微裂纹扩展为裂缝,裂缝进一步扩展并相互连通形成孔腔。孔腔遇到顶头被冲扩、海口同城定型,因而沿管坯的轴向形成一个通孔,此即无缝钢管的雏形——毛管。毛管送入具有圆形孔型的轧机,在轧辊和顶头的作用下,毛管壁厚变薄,外径减小,壁厚趋于均匀。再经进一步的均整、海口本地定位、海口减径,就得到无缝钢管。热轧的无缝管再经冷轧可以提高尺寸精度和机械性能;经旋压可获得薄壁管和极薄壁管;经冷拔可以得到细管、海口本地毛细管和各种异型断面的钢管。


目前,全世界生产钢管的共计有110多个的1850多个公司下的5100多个生产厂,其中生产石油管的有44个的170多个公司下的260多个厂。2000年,无缝钢管全国表观消费量为418.0万吨,其中国内供应量的382.1万吨,占国内总需求的91.4%。进口为35.9万吨,占国内总需求的8.59%。同年石油管消费量大约为91万吨。进口约25.2万吨。进口管占国内总消费量的大约70%,其中进口管占国内总消费量的27.69%,石油管进口量约占无缝钢管总进口量的大约70%。从日本进口的石油管占总进口量一半以上。中国的石油套管生产基地——天津钢管公司2000年的钢管产品出来为52.20万吨,其中石油套管产量为36.41万吨。套管占全国石油产量的一半以上。在产量和销售量上都占中国套管市场的位。从国际和国内两个市场来看,无缝钢管(包括石油专用管)的现有生产能力均已大于需求。所以,今后的重点应放在充分发挥现有机组的能力,开发出高强度等级、海口同城高抗击毁、海口同城高抗腐蚀的石油管、海口附近高压锅炉管和气瓶管等产品。也是针对当前我国钢铁市场进行优化产品结构的内容。这也是增加在国内外产品竞争力、海口附近扩大市场份额的关键所在。就是说,提高国内钢管企业的市场竞争力是加和WTO以后国内企业长期的任务和成功发展的关键。20#(20号钢)无缝钢管和20g高压无缝管有什么区别?答:有20#钢,也有20g。它们除含碳量一样外,20g还有一微量元素更适合用作锅炉压力容器使用的特性。另外20g还着重考核它的物理性能。比如弯曲、海口同城冲击和抗拉性能。



聚旺物资有限公司是一家从事[关键词销售]的公司。公司库存充足,可随到随提,规格齐全,价格合理,信誉度高。本公司自成立以来,一直秉持“诚信经营,客户为上,追求更好,精益求精”的发展理念,以始终如一的服务质量和值得信赖的企业信誉,获得国内外客户及合作伙伴的广泛认可。凭借与国内外各大钢厂建立的良好信誉与战略合作关系,我们取得了稳定的产品资源优势。同时,借助的运营体系和市场管理,力求为国内外客户提供快捷而优质的服务。





 扫一扫
扫一扫